Mesin Penyumpan Kompaun Penghirisan Automatik Bumbung Kereta Berbilang Lapisan
Sekarang bumbung kereta berbilang lapisan mesin penyusuan kompaun penghirisan automatik digunakan terutamanya dalam proses pengeluaran bahagian dalaman automotif, yang memerlukan beberapa bahan lembaran untuk berlamina dan diletakkan pada acuan akhbar untuk pengacuan. Potong gentian kaca dan fabrik bukan tenunan dalam talian, dan susun lapisan bawah daripada gentian kaca bukan tenunan, papan PU, dan lapisan atas gentian kaca bukan tenunan bersama-sama dan kemudian menghantarnya ke acuan tekan. Pengeluaran segerak dengan proses pengacuan adalah sangat automatik, kecekapan pengeluaran tinggi dan hasil, sepenuhnya kawalan automatik saiz kepingan, penukaran mudah dan cepat.
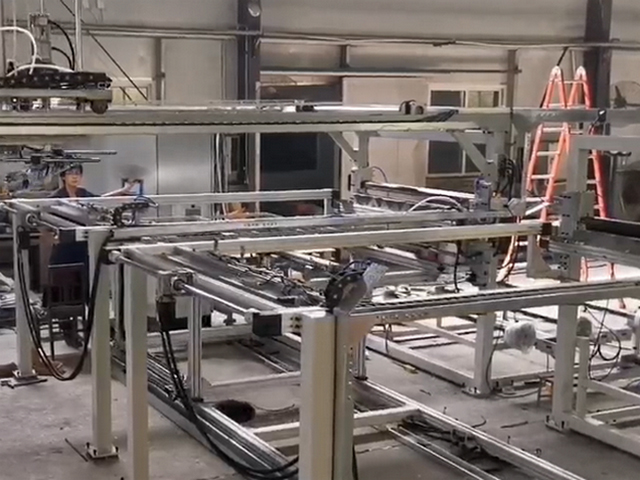
Komposisi mesin suapan kompaun penghirisan automatik berbilang lapisan bumbung kereta :
Stesen A: Mekanisme pemotongan gentian kaca bukan tenunan yang lebih rendah, termasuk rak suapan, penggelek picit, pisau pemotong, dan mekanisme menarik.
Stesen B: mekanisme pemotongan gentian kaca bukan tenunan atas, termasuk rak suapan, penggelek picit, pisau pemotong dan penarik mekanisme.
Mekanisme penyampaian: termasuk kenderaan merentasi dan platform susun (boleh disampaikan ke bahagian dalam akhbar).
Stesen C: Mekanisme peralihan plat PU, yang menggerakkan plat PU yang digulung dari garisan percikan ke platform susun.
Parameter utama bumbung kereta berbilang lapisan mesin makan kompaun penghirisan automatik :
1. A-B gentian kaca menarik dan penggelek getah menggunakan motor servo ditambah mekanisme tali pinggang segerak; pergerakan stesen dan mekanisme penghantaran meja susun menggunakan penukar frekuensi ditambah motor serta mekanisme tali pinggang segerak.
2. Troli mengangkat dan melintasi papan PU dikawal oleh motor penukaran frekuensi, dan putaran dikawal oleh motor servo.
3. Julat saiz produk: saiz produk maksimum ialah 2500*1500mm, dan saiz produk minimum ialah 1200*860mm.
4. Gulungan bukan tenunan direka mengikut diameter gulungan 850mm, dan gulungan gentian kaca direka mengikut diameter gulungan 500mm. Susunan stesen A: kain bukan tenunan - gentian kaca - gentian kaca - kain bukan tenunan; susunan stesen B: gentian kaca - gentian kaca - kain bukan tenunan - kain bukan tenunan.
5. Sisihan kedudukan susun bagi tiga set mekanisme susun tidak melebihi 10mm.
6. Rentak terpantas operasi peralatan: ≤34s.

keperluan kemahiran:
Mekanisme pemotongan gentian kaca bukan tenunan:
1. Sediakan 4 stesen longgar, dan longgar menggunakan mekanisme longgar tidak berkuasa, dilengkapi dengan aci pengembangan udara dan klac serbuk magnet. Aci udara boleh menukar gulungan dengan cepat dan tepat, dan klac serbuk magnetik boleh menghalang drum roll daripada berhenti secara tiba-tiba semasa proses menarik dan terus bergolek ke hadapan kerana inersia. Setiap stesen berehat mempunyai ruang pelarasan 50mm. Laluan gelongsor penggelek gentian kaca dipanjangkan, dan ia cukup untuk menempah ruang pelarasan jurang. Ketinggian longgar ialah 720mm dari tanah.
2. Bahagian penarik panjang tetap dipasang pada bingkai pisau pemotong stesen A-B, dan landasan penarik dipasang ke sisi. Ia menggunakan profil aluminium dan mekanisme berjalan tali pinggang segerak. Panjang pemotongan boleh laras dari 0mm hingga 2500mm, dan kelajuan tarikan boleh laras dari 10mm/s hingga 1000mm/s. Nilai dipaparkan pada skrin operasi, dan pemotongan dilakukan selepas penarikan dilakukan.
3. Bahagian pemotongan terdiri daripada satu set penggelek getah jenis tekanan dan pisau pemotong kain automatik. Gentian kaca dan fabrik bukan tenunan sentiasa ditekan oleh penggelek getah jenis tekanan, dan boleh dialihkan ke hadapan dengan kuasa. Kelajuan penghantaran adalah sama seperti Kelajuan menarik dikekalkan segerak, dan pemotong automatik melengkapkan pemotongan apabila ia berada di tempatnya. Selepas memotong, terus tarik ke hadapan ke kedudukan meletakkan dan letakkan ke bawah untuk melengkapkan susun dengan helaian PU. Ketepatan kedudukan ialah ±5mm.
4. Terdapat 2 set mekanisme pemotongan.
5. Tetapkan fungsi pengesanan kekurangan bahan, peralatan akan penggera selepas kekurangan bahan, dan tarikan gentian kaca tidak akan berfungsi. Selepas memuatkan, tekan set semula, dan tarikan gentian kaca akan berjalan secara automatik.
6. Urutan tindakan: papan PU bergerak ke bahagian atas stesen A dan berputar sebelum ia berada di tempatnya. Fabrik bukan tenunan dan gentian kaca ditarik, dipotong dan dinyahcas di tempatnya, dan fabrik bukan tenunan dan gentian kaca di stesen B ditarik pada tempatnya dan tunggu (bukan memotong buat masa ini). Susun papan PU selesai di stesen A. Selepas kereta pemindahan bergerak ke stesen B, pisau pemotong di stesen B mula memotong dan menarik. Selepas kenderaan pemindahan meninggalkan stesen A, mekanisme menarik stesen A menarik keluar fabrik bukan tenunan dan gentian kaca, dan menunggu apabila ia berada di tempatnya.



Berita Berkaitan
Dihantar dengan jayanya
Kami akan menghubungi anda secepat mungkin